
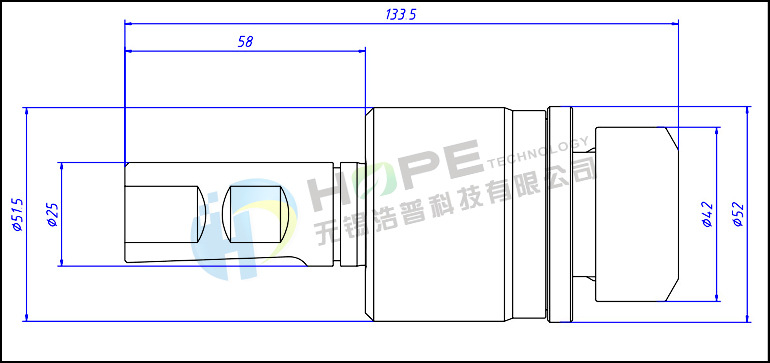
R25帶內冷浮動鉸刀柄 自動定心可調式浮動
鉸刀柄 最大夾持16MM鉸刀
新品上市!!!
價格請咨詢客服!!!
吳先生:18168867143
“浮動鉸刀柄”可實現自動定心,提升被加工孔的質量和精度。“浮動鉸刀柄”的使用能減小累計誤差、消除機床主軸的徑向跳動,使鉸刀中心在整個鉸削加工過程中始終與被加工孔中心一致,使加工過程更加平穩,從而提高鉸孔加工精度、延長鉸刀壽命。同時節約校準、換刀等工時,提高了生產效率,節約了生產成本。



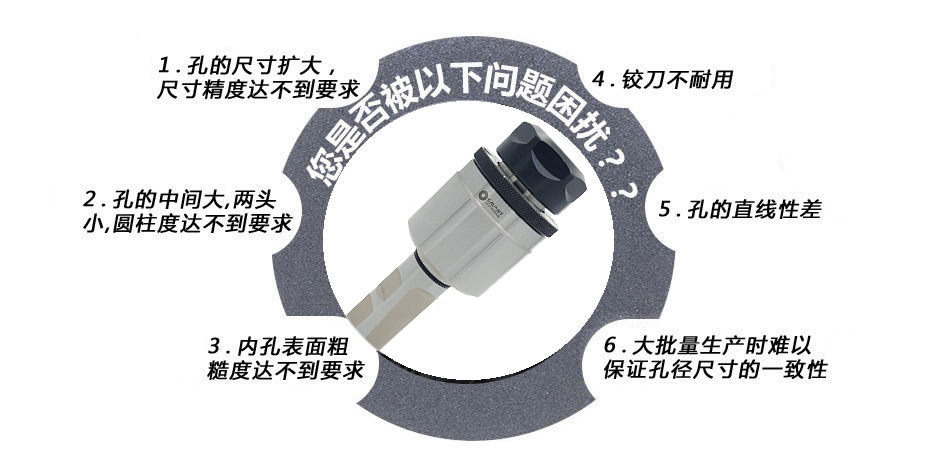
工藝性分析
一、 傳統鉸孔工藝,機床主軸與鉸刀屬剛性連接,累積誤差大。鉸刀切削刃與主軸的同軸度誤差不可避免,加工過程中在主軸旋轉離心力作用下,產生諸多不良后果:
1, 鉸刀切削刃實際旋轉軌跡大于鉸刀直徑,且無法控制,因此被加工的孔實際尺寸偏大且無規律。
2, 隨著進刀,鉸刀逐漸深入孔內,鉸刀與主軸的同軸度誤差、旋轉離心力被工件孔徑束縛,自由度成正比例減小,因而被鉸的孔徑逐漸縮小。形成俗稱的“喇叭口”。
3, 在同軸度誤差與旋轉離心力共同作用下,鉸刀相當于車刀、鏜刀等點位接觸切削刀具,只有凸出在旋轉軌跡圓上的少數刀刃參與切削作業,其余刀刃則切削不到孔壁。
4, 由于剛性連接的累積誤差、旋轉離心力、部分刀刃切削產生的震動等諸多不良因素共同作用,因此被鉸孔徑尺寸精度、形位公差與粗糙度均達不到理想效果。
二、 使用“浮動鉸刀柄”的鉸孔工藝,“浮動鉸刀柄”內部的結構可實現連續的軸向偏轉和徑向平移,使被夾持鉸刀中心始終能圍繞機床主軸中心,在其垂直平面內360度輕松浮動。彌補了鉸刀中心與被加工孔中心的偏差、消除了因機床主軸旋轉產生的徑向跳動,使鉸刀中心在整個鉸削加工過程始終與被加工孔中心保持一致:
1、 能使所夾持鉸刀自動找正被加工孔的中心,自動調節主軸、鉸刀中心線與被加工孔的中心線平行。
2、 機床主軸通過浮動鉸刀柄,將力矩柔性地傳遞給旋轉的鉸刀:
a、 鉸刀在整個鉸孔加工過程中柔性、平穩、均勻地完成鉸削任務,使被鉸孔徑圓度、圓柱度,粗糙度提升;
b、 主軸和被夾持鉸刀中心在設定的浮動范圍內始終與被加工件孔中心保持重合,鉸刀全部刀刃全程均勻且無震動,這使得鉸刀使用壽命至少可延長;
3、 縮減了換刀、對刀等工時。
4、 減小對機床精度的高要求,普通車床、鉆床等也能加工出精度高的孔產品。
適用機床
車床、銑床、加工中心、鉆床、專機等。
浮動鉸刀柄可調浮動范圍

(圖一)
1. 定心套筒旋緊時,徑向鎖緊,無浮動間隙。定心套筒盤面刻度每轉過一格,徑向浮動距離增加0.05mm,最大徑向間隙為1mm。
2. 刀柄內部的結構設計可實現鉸刀軸心線在軸向最大1?范圍內自由浮動,自動補償預加工孔中心與機床主軸之前存在的角度偏差。
鉸孔加工時可能存大的偏差狀態
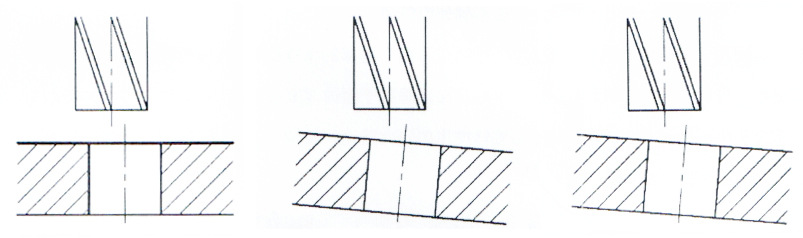
1 預加工孔與鉸刀不同軸 2 預加工孔中心與鉸刀中心有夾角 1與2的偏差狀態同時存在
業務咨詢:932174181 媒體合作:2279387437 24小時服務熱線:15136468001 盤古機械網 - 全面、科學的機械行業免費發布信息網站 Copyright 2017 PGJXO.COM 豫ICP備12019803號
