使用鑄鐵T型槽平臺時需要注意哪些細節?
鑄鐵T型槽平臺芯撐材料的熔點應比鑄件材質的熔點高,至少相同,以防止過早熔化喪失支撐作用。(對鑄鐵T型槽平臺使用低碳鋼或鑄鐵芯撐鑄件用與鑄件相同的合金做芯撐)。芯撐重量應適當,不能過大或過小。過小,易熔化,過大則不能與鑄件很好焊合。鑄鐵T型槽平臺芯撐不能用于重要表面上,應設在非加工表面或不重要的表面上。芯撐在鑄件凝固過程中,應與鑄件很好焊合。如果焊合不好則會引起滲陋,經不住打。鑄鐵T型槽平臺壁厚小于8㎜的薄壁鑄件
盡撐。
觀察各點溫度以中點熱電偶為準,上下熱電偶點與中點熱電偶溫差<200℃并以此進行溫度調整送電功率。1100℃保溫結束后,取出熱電偶,此后爐子自動控制將爐料熔化,鑄鐵T型槽平臺鐵料熔化時,要觀察爐料,隨時補加爐料,注意觀棚。將鑄鐵T型槽平臺鐵水液面熔化至位置。高溫燒法保溫后,按鑄鐵T型槽平臺熔化工藝調整后直接用于生產。
鑄鐵T型槽平臺硅含量高的鐵液增碳性不好。有人讓鐵液中Si的質量分數在0.6~2.1的范圍內變化,并添加兩種增碳劑,觀察加入增碳劑后增別,鑄鐵T型槽平臺鐵液中Si的質量分數高時,增碳速度慢。正如鐵液中的硅的質量分數對增碳效果的影響那樣,硫的含量對增碳也有一定的影響。在鑄鐵T型槽平臺添加前先加入試劑用的硫化鐵,觀察S的質量分數對增碳的影響。
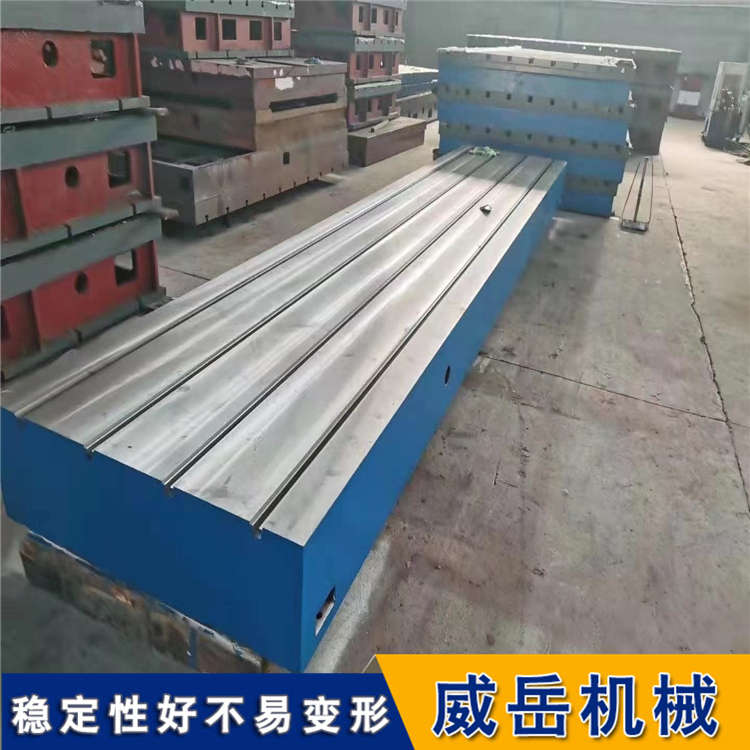
鑄鐵T型槽平臺選擇合理的澆注系統,使鑄鐵T型槽平臺順序凝固,以得到組織均勻的鑄件。合箱是一個不可忽視的重要環節,鑄型表面的浮砂要清理干凈,按印記對合,注意錯箱量,是減少鑄件偏箱的重要,下芯時要平穩,清理浮砂,鑄鐵T型槽平臺砂芯的位置要放置好以防偏芯的產生。鑄鐵T型槽平臺工作外表不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造問題,各種鑄鐵T型槽平臺外表應肅清型砂、且外表涂漆結實,各棱邊應修鈍,鑄鐵T型槽平臺在精度等級低于鑄鐵T型槽平臺工作面上,關于直15mm的砂孔允許用相同的資料梗塞,其硬度應低于四周資料的硬度。
鑄鐵T型槽平臺精度維修工藝:鑄鐵平臺工作面涂一層很薄的顯現劑(紅丹油),然后與維修研具一同對研,對研后工件外表的某些凸點就會明晰的出來,這個過程稱為顯點。顯點后將顯現出的凸點刮去,經過重復的顯點和刮研,可使鑄鐵平臺工作面的顯現點數逐漸增加并平均散布,這表示鑄鐵平臺工作面的幾何精度誤差在逐漸減小。
鑄鐵T型槽平臺材質、設計標準達到了,就到了下一個的一項工藝了。這項工藝就是鑄鐵T型槽平臺回火處理。一般的用戶不知道鑄鐵T型槽平臺到底回火了嗎?不是內行人員根本就察覺不出,這里我為這些問題困擾的用戶講一下這里邊的一些竅門,回過火的鑄鐵T型槽平臺是呈現一點淡紅色,眼觀上一看是白里透紅,這是因為鑄造時五大元素非常合理的體現。
威岳機械謝女士15350773479
