要如何根據具體用途選擇合適的地平鐵呢?
鑄鐵地板設備點檢:當班前對澆包對檢查與維護,對行車及其所使用的鋼絲繩和吊鉤進行點檢,測溫,澆注,隨流孕溫度合適后,開定時器,澆注,澆注過程加隨流孕育劑,每箱澆注時間約18秒至30秒,大包總澆注時間不大于10分鐘,每箱間為10至15秒。打澆口杯前觀察澆口杯內固化的鐵液顏色,發至暗紅時打掉澆口杯,澆注第7箱時打箱的澆口杯。將澆口杯挑離至存放平車中,將杯內鐵塊快速打離澆口杯本體,趁澆口杯本體較熱時,覆砂,準備下一次澆注使用。設備點檢:當班前對該工序所要求的開箱機,捅箱機,風鎬,水冷循環系統,紅外測溫槍等設備進行檢查,及時發除故障,檢查軌道及捅箱機處螺帽是否松動,若有松動,對其進行擰緊,開箱,毛坯轉運,待1件毛坯澆注完后,將打掉澆口鐵型,卸掉箱卡,推移鐵型至捅箱機前,待定時器響后,開箱,將捅箱機的頂桿對準鐵型的射砂孔,捅箱,落砂,用轉移小車坯冷區,每包次毛坯擺放整齊。將落砂后的鐵型推移至清理工序,清理箱內的殘余廢砂,射砂孔內不允許有殘余廢砂,鐵型覆砂面處的鐵凈,平整。將清理殘砂后的鐵型推移至冷工序,噴
水冷后的鐵型須測溫,符合工藝要求的溫度后推序。
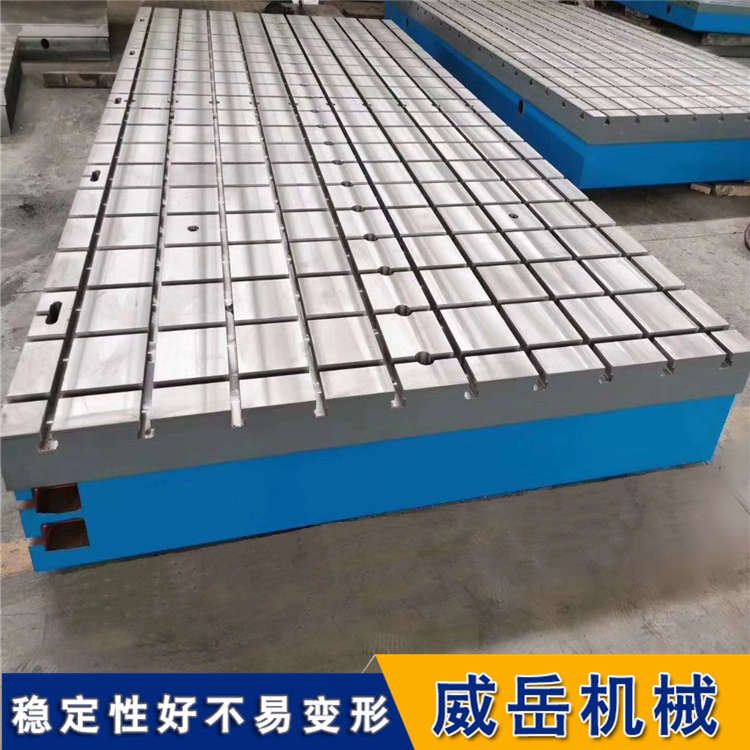
要求鑄鐵地板載重量1000Kg,劃線平板工作面規格2500?1000mm;數量1件。鑄鐵地板材質為鑄鐵HT200-300,工作面硬度為HB170—240.劃線平板按《鑄鐵平板》200標準設計、加工和生產;精度等級按要求2級制作;工作面平面度公差不大于0.064mm;其表面粗糙度Ra允許值為5μm。要求工作臺面厚度30mm;平臺總高度200mm,側圍厚度、底面筋板的厚度、高度和密度按有關標準和載重要求設計;劃線平板工作面不得有嚴重影響外觀和使用性能的砂孔,氣孔,裂紋,夾渣,縮松,劃痕、碰傷、繡點等問題,整個劃《鑄鐵平板》200標準驗收。
造型壓力提高后,外模噴酒精涂料已納入工藝,同時強化對操作人員的培訓,保證操作質量,將2#砂芯整體刷水基涂證,發現鑄件內腔粘砂雖然解決,但鑄件氣孔廢品率增加明顯,因此采用刷涂的方法不可行。鑄件結構一定程度上決定了鑄件的澆注系統,已在模具驗證中驗證。降低型砂、砂芯發氣量。因車間型砂煤粉含量不沒有降低空間。而對于砂芯,通過將制芯固化時間延長10S,固化溫度提高10℃,使砂芯能較好的固化,因砂芯涂料由砂芯余干,不能確保涂料完全烘干,而1#砂芯結構簡單,一方面將刷涂后1#芯進行回火,同時為避免砂芯回火過程中二次固化變形溫度設置為180℃。另外,1#砂芯制芯后不刷涂,待冷后整體浸涂回火烘干,驗證結果顯示,鑄件內外同時粘砂的情況基本返拋率降至10左右。
通過上述驗證,可確定,造型壓力、澆注溫度、砂芯固化程度及砂芯發氣量是影響檢驗平臺粘砂的關鍵因素,而其操作性低或效果不明顯可以放棄,通過對關鍵因素的改進,使檢驗平臺粘砂報廢問題得到解決。
聯系人威岳機械謝女士15350773479
