在鑄造橫豎槽鑄鐵平臺(tái)之前,首先要確保所有設(shè)備的安全可靠性。使用后要及時(shí)清理干凈。鑄造過(guò)程中,鐵水包是主要工具,須檢查是否烘干,包底、包耳、包杠、端把是否安全可靠,轉(zhuǎn)動(dòng)部分是否靈活。禁止使用未烘干的鐵水包。
鑄造時(shí),與鐵水接觸的所有工具在使用前應(yīng)預(yù)熱至500℃以上,否則不準(zhǔn)使用。鐵水不得超過(guò)鐵水包容積的0.8,抬包時(shí)要平穩(wěn)慢行,步調(diào)一致,防止鐵水濺出傷人。
澆鑄時(shí)要準(zhǔn)確平穩(wěn),不準(zhǔn)從冒口往砂箱內(nèi)倒鐵水和看鐵水。當(dāng)鐵水澆入砂型時(shí),要隨時(shí)點(diǎn)燃出汽孔、冒口、箱縫排出的廢氣,以免毒氣和鐵水飛濺傷人。鑄造剩余的鐵水要倒在準(zhǔn)備好的鐵模或砂坑內(nèi),不準(zhǔn)倒在砂堆和地面上,防止鐵水炸傷人。因跑火或其它原因流在地面上的鐵水,在未凝固之前不得用砂覆蓋,凝固后應(yīng)及時(shí)清。
澆注的準(zhǔn)則:
鑄鐵熔煉及澆注鐵水質(zhì)量對(duì)橫豎槽鑄鐵平臺(tái)表面質(zhì)量影響顯著。鐵水中雜質(zhì)的含量,特別是氧化鐵含量,易在平臺(tái)表面產(chǎn)生夾渣或渣氣孔;氣體含量高則易使平臺(tái)在表面或皮下產(chǎn)生氣孔。我們采取的主要措施是提升鐵水溫度,建立沖天爐檢測(cè)系統(tǒng),確定沖天爐處于正常狀態(tài)。
“高溫靜置,低溫澆注”是澆注的控制準(zhǔn)則,以降低橫豎槽鑄鐵平臺(tái)的氣孔、縮孔及表面粘砂缺點(diǎn)。提升鑄造技術(shù)水平,改進(jìn)大型橫豎槽鑄鐵平臺(tái)表面質(zhì)量。
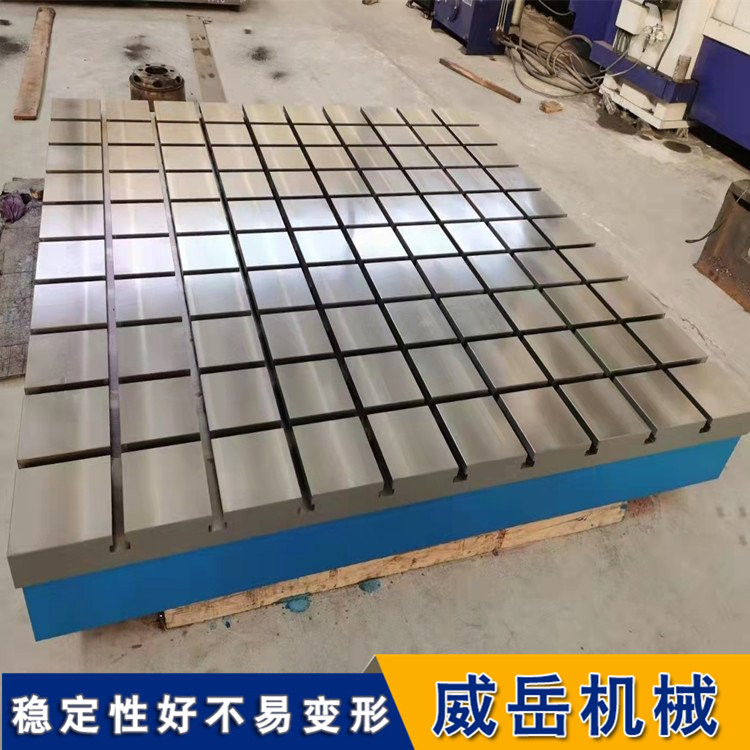
正確確定分型面盡量減少分型面,以減少因分型面所形成的飛邊、表面凹凸等鑄造表面缺點(diǎn);提升坭芯的整體性,減少坭芯之間的接合數(shù)目,減少坭芯之間或坭芯與型之間的配合間隙,以提升大型橫豎槽鑄鐵平臺(tái)的表面凹凸度及輪廓清晰度。
工藝參數(shù)的選擇對(duì)橫豎槽鑄鐵平臺(tái)尺寸精度以及輪廓清晰度有大的影響。經(jīng)過(guò)多次工藝試驗(yàn),對(duì)各工藝參數(shù)都認(rèn)真選擇。
鑄鐵平板適用于各種檢驗(yàn)工作和測(cè)量用的基準(zhǔn)平面;用于機(jī)床機(jī)械檢驗(yàn)測(cè)量基準(zhǔn);檢查零件的尺寸精度或形位偏差,并作緊密劃線,在機(jī)械制造中也是不可少的基本量具。精度按我國(guó)標(biāo)準(zhǔn)計(jì)量檢定規(guī)程執(zhí)行,分別為0,1,2,3等級(jí)四個(gè)級(jí)別;材質(zhì)大多采用灰鐵HT200-300,工作面硬度:HB170-240,規(guī)格:100?100-3000?6000(特別規(guī)格根據(jù)需方圖紙制作)劃線基準(zhǔn)的操作起先要先找出劃線工件的基準(zhǔn)是不是平面,可直接使用高度游標(biāo)尺在鑄鐵平板上劃線。
普遍地應(yīng)用的鑄造工藝成果,提升鑄造工藝水平,以減少鑄造缺點(diǎn),特別是大型橫豎槽鑄鐵平臺(tái)表面缺點(diǎn)。
業(yè)務(wù)咨詢:932174181 媒體合作:2279387437 24小時(shí)服務(wù)熱線:15136468001 盤古機(jī)械網(wǎng) - 全面、科學(xué)的機(jī)械行業(yè)免費(fèi)發(fā)布信息網(wǎng)站 Copyright 2017 PGJXO.COM 豫ICP備12019803號(hào)